ASTM D638 is conducted by applying a tensile force to a sample specimen and measuring its different properties while under stress. It is performed using a universal testing machine (also known as a tensile testing machine) at tensile rates ranging from 1 to 500 mm/min until the specimen fails (yields or breaks).These properties help determine how a plastic material behaves under tension and how it will perform in real-world applications such as structural components and Plastic Film Packaging, where material flexibility and strength and critical.
ASTM D638 measures several different tensile qualities, however the following are the most common:
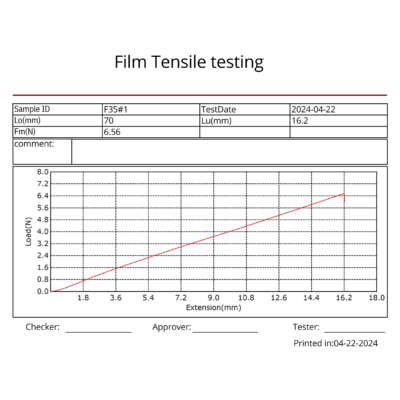
- Tensile strength – the amount of force that can be applied to a plastic before it yields (stretches irreparably) or breaks.
- Tensile modulus – how much a material can deform (stretch) in response to stress before it yields. Modulus is a measurement of the material’s stiffness.
- Elongation – the increase in gauge length after break divided by the original gauge length. Greater elongation indicates higher ductility.
- Poisson’s Ratio – a measurement of the relationship between how far a material is stretched and how thin it gets during the stretching process.
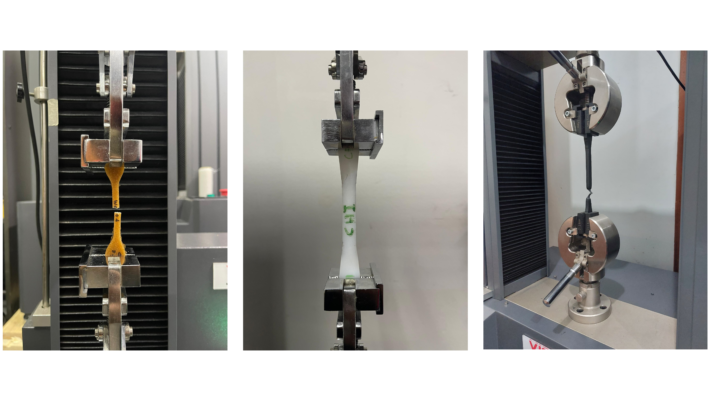
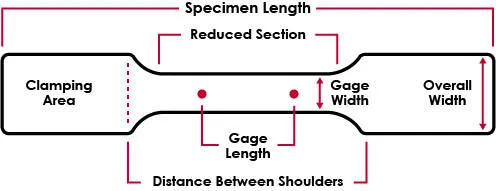
ASTM D638 allows five different specimen kinds, each with a different size based on the thickness of the specimen and the amount of available material. The most prevalent are Type I specimens, which are 3.2 mm thick and are often made by injection molding. Type I specimens had an overall length of 165 mm, a width of 13 mm, and a gauge of 50 mm. Flat specimens are usually molded, die-cut, or machined into a “dogbone” or “dumbbell” shape, ensuring that the break happens in the middle of the specimen rather than at the clamping points. Specimens must must be free from defects and prepared using proper Test Sample Preparation Tools to avoid stress concentrations that could affect test results. In addition to flat specimens, ASTM D638 permits the testing of rigid tubes and rods, both of which must be machined into a dogbone shape. In cases where material is limited, many labs will employ Type IV or Type V samples. The dimensions necessary for Type IV specimens are identical to those required for ASTM D412 die cut C, hence the same die cut can be utilized. Type V specimens are the tiniest, with a gauge length of just 0.3 in.
When presenting test results, it is critical to ensure that the words are correctly specified in order to comply with the standard and permit data comparison between laboratories. The most common mistake in data reporting is to report strain values using an incorrect source (extensometer instead of crosshead) which can lead to drastically different results.
Plastic testing standards employ the phrase “nominal strain,” which is defined variably based on the test method utilized. For ASTM D638, nominal strain is defined as the strain measured from the crosshead displacement rather than the extensometer. This is because plastic does not degrade uniformly, and strain is sometimes concentrated on a disproportionately small section of the sample, a feature known as “necking”. For any materials that neck or have a yield point, the extensometer cannot indicate % elongation at break since necking may occur outside of the gauge length. As a result, nominal strain must be utilized when reporting percent elongation at any point after yield. Using an extensometer to measure strain at break is only acceptable if the strain is uniform across the specimen and does not display necking or yield.